Équipement : Imprimante 3D FDM
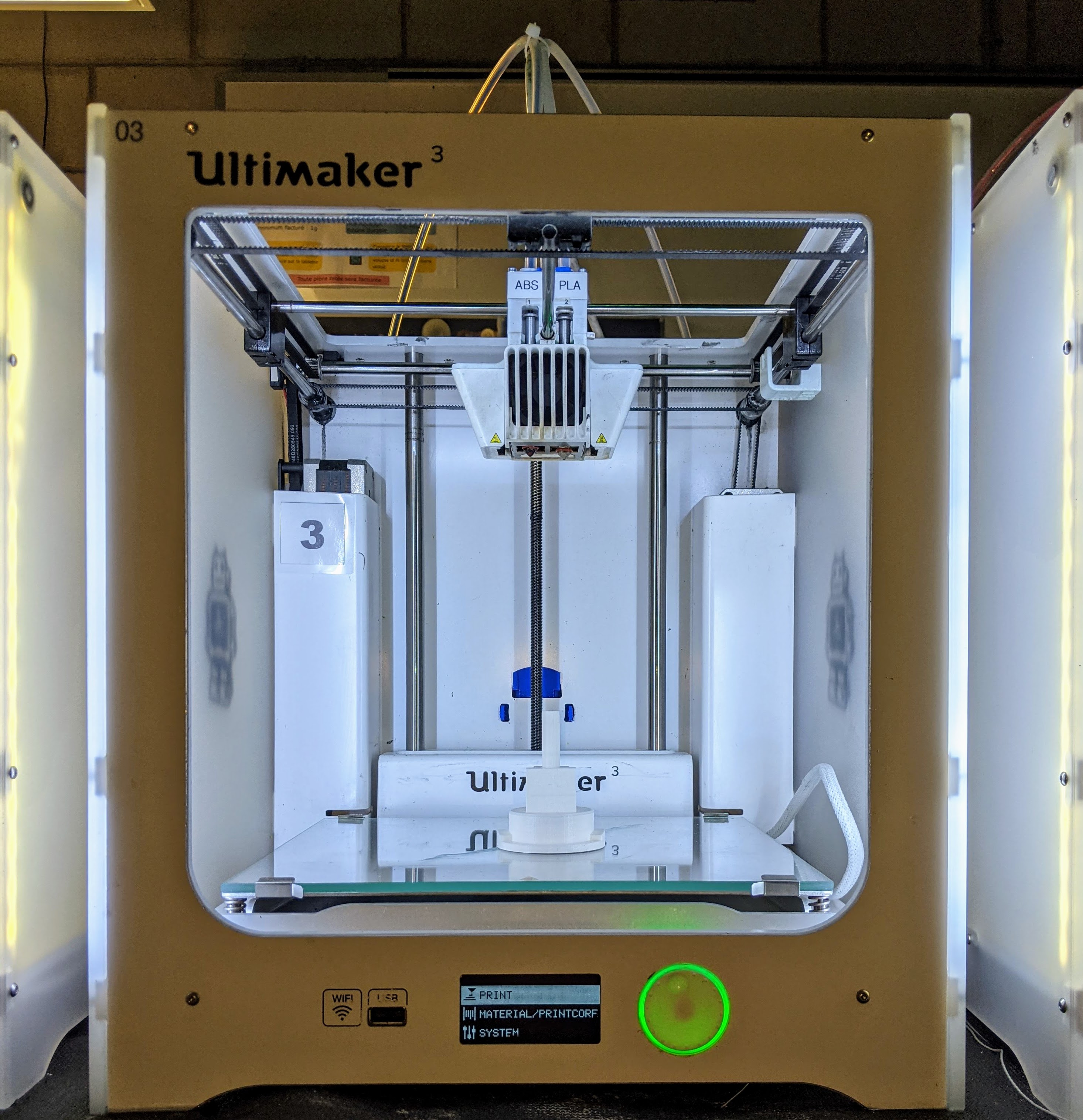
| Imprimante | Ultimaker 3 | Ultimaker S5 | Bambu Lab X1 Carbon | Modix Big-60 |
 |  |  |  | |
| Diamètre du filament | 2.85 mm | 2.85 mm | 1.75mm | 1.75mm |
| Filaments | Tous les filaments disponibles | Tous les filaments disponibles | Tous les filaments disponibles | Pour l’instant PLA et PETG ont étés testés (21-01-2025) |
| Diamètre des buses | 0.4 mm (ou 0.6 pour buse CC) | 0.4 mm (ou 0.6 pour buse CC) | 0.4 mm | 1 mm pour l’instant |
| Volume imprimable simple extrusion | 215x215x200 mm | 330x240x300 mm | 256x256x256 mm | 600x600x600 mm |
| Volume imprimable double extrusion | 197x215x200 mm | 330x240x300 mm | – | – |
| Épaisseur minimale des couches | 0.020 mm | 0.020 mm | 0.08 mm | |
| Épaisseur maximale des couches | 0.300 mm | 0.200 mm | 0.28 | |
| Précision des moteurs pas à pas (X, Y, Z) : | 12.5, 12.5, 2.5 μm | 6.9, 6.9, 2.5 μm | 10, 10, 0.5 μm | |
| Nivellement | Automatique, par trois points | Automatique, par trois points | Automatique | Automatique |
| Vitesse d’impression recommandée | < 70 mm/s | < 70 mm/s | < 300 mm/s | 100 mm/s : qualité normale 250 mm/s : remplissage non fonctionnel, prototypage |