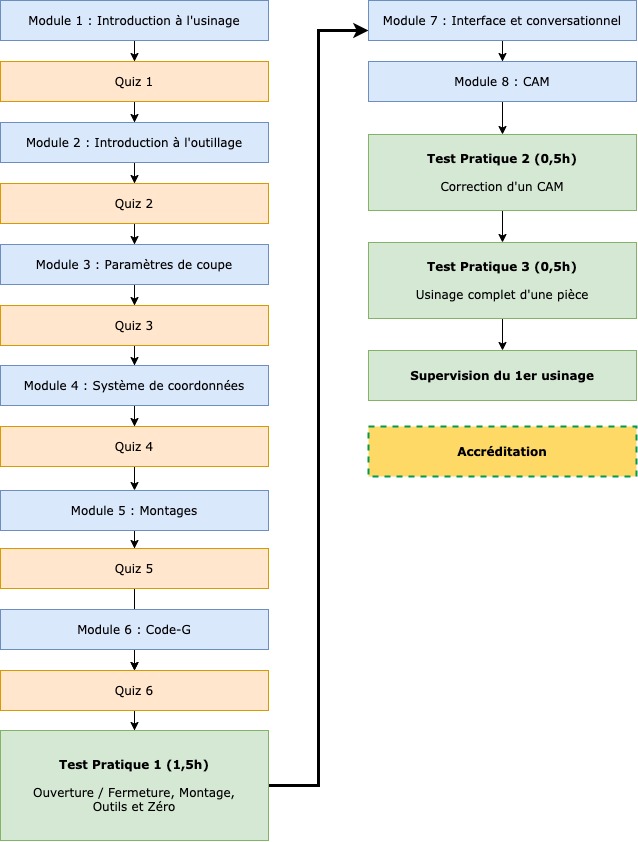
Bienvenue dans la formation dédiée à l’usinage ! Ici, tu apprendras à comprendre et manier avec sécurité des équipements comme la Fraiseuse CNC Tormach. La formation au complet dure environ 40 heures et comporte trois principales étapes : une partie théorique, des tests pratiques et la supervision du premier usinage à Polyfab.
Certains modules sont suivis d’un quiz sur Moodlequiz (6 au total).
Enfin, tu devras réserver et effectuer deux modules pratiques sur l’utilisation de la machine avant de pouvoir réaliser ton premier usinage supervisé. Pour chacun de ceux-ci, tu devras prendre rendez-vous sur Polysafe.