| Opération | Illustration | Description |
Le fraisage en bout |
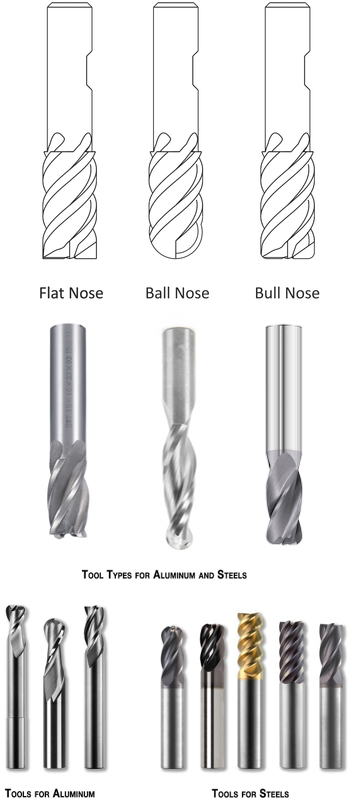
| Le fraisage en bout est l’opération la plus utilisée sur une fraiseuse. Elle consiste à retirer de la matière… avec le bout de la fraise! La fraise ressemble alors beaucoup à un forêt à bout plat. En combinant des déplacements axiaux et radiaux, il est alors possible de créer toute sorte de géométries. Une routine d’usinage utilisera généralement plusieurs grandeurs de fraise différentes afin de créer la géométrie finale. |
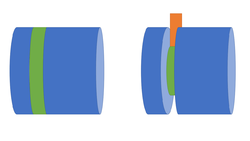
Plonger avec une fraise? | 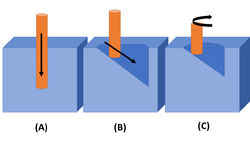 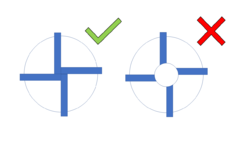 | Contrairement au foret utilisé pour percer, il n’est pas toujours possible de « plonger » dans la pièce à usiner (illustré en (a) ci-contre). La raison derrière ce comportement est que le centre de la fraise peut ou ne peut être muni de surfaces coupantes. L’image de gauche illustre la différence entre une fraise munie d’un centre coupant ou non. Une fraise à centre non-coupant ne peut être utilisée dans un mouvement purement axial. Il faudra alors avoir recours à un déplacement combiné (axial et radial) comme une rampe (illustré en (b)) ou encore une hélice (illustré en (c)). |
Le fraisage en surface | 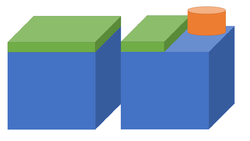  | Le fraisage en surface utilise généralement un outil beaucoup plus large, mais restreint à des profondeurs de coupe faible afin de retirer de la matière sur une grande surface. Ce type d’opération est souvent utilisé au début d’une routine d’usinage afin de ramener la forme brute de la matière à des dimensions connues. |
Le perçage | 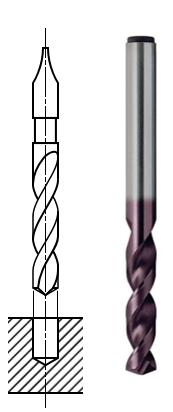 | Le perçage est l’opération la plus efficace afin de retirer de la matière en termes de volume de matière retiré par unité de temps. Elle consiste en un simple déplacement axial de l’outil. Lors d’une utilisation sur une fraiseuse, l’outil sera en rotation et la pièce fixe, mais dans le cas d’une utilisation sur un tour, l’inverse se produira. Plusieurs longueurs et diamètres de foret existent, mais leurs utilisations en reste la même. Afin de maximiser la qualité du trou produit, on choisira de percer par coupe interrompue (peck drilling) afin de faciliter l’éjection de copeaux à une profondeur de plus de 3 diamètres (D/L>3). Il est typiquement possible de percer avec un foret standard jusqu’à un ratio diamètre/longueur de 10. Au-delà de ce ratio, de l’équipement spécialisé sera nécessaire. |
Forêt à pointer | 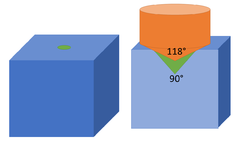  | Un foret à pointer sert typiquement à augmenter la précision de la position du trou à percer. Ceci est spécialement vrai avec les forets de plus grand diamètre. Contrairement à la croyance populaire, la pointe d’un forêt n’est pas… pointue, mais plutôt plate. Lorsque le forêt entre en contact avec la pièce à usiner, celle-ci a tendance à glisser sur la surface avant de s’enfoncer dans la matière. Ce phénomène cause donc une certaine incertitude sur la position du trou ainsi créé. Le déplacement initial du foret est d’autant plus exacerbé avec la longueur de l’outil. Ainsi, deux solutions sont disponibles afin de réduire ce déplacement de l’outil:
En quoi pointer la surface améliore la position du trou? Un forêt à pointer possède typiquement un angle de pointe de 90° et a une très faible longueur. La déflexion est alors minimale. Un forêt à percer standard possède un angle de pointe de 118°. Alors lorsque celui-ci entre en contact avec la matière, il le fait via les surfaces coupantes plutôt qu’avec la pointe. On évite alors le glissement discuté plus haut! |
Forêt à centrer ou à pointer? | Attention de ne pas confondre le foret à pointer et celui à centrer! Le foret à centrer possède une pointe de faible diamètre et un angle typiquement de 60°. il est plutôt utilisé sur un tour afin de créer une surface sur laquelle appuyer la pointe de la poupée. Il est aussi possible de l’utiliser comme foret à centrer, mais la courte pointe en fait un outil plus fragile! | |
Chariotage, dressage et profilage | 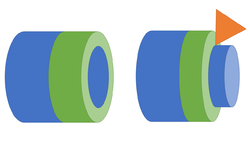 | Ces trois opérations consistent à retirer de la matière par l’extérieur (par opposition aux opérations de type alésage). L’opération de chariotage retire de la matière sur le rayon tandis que l’opération de dressage en retire sur la face avant. L’opération de profilage consiste à créer un profil complexe et est donc une opération combinant des déplacements radiaux et axiaux. Il est parfois possible d’utiliser un seul et même outil pour effectuer ces trois opérations. La seule limitation est le profil à réaliser qui obstrue parfois l’accès à l’outil de coupe. |
Rainurage et tronçonnage |
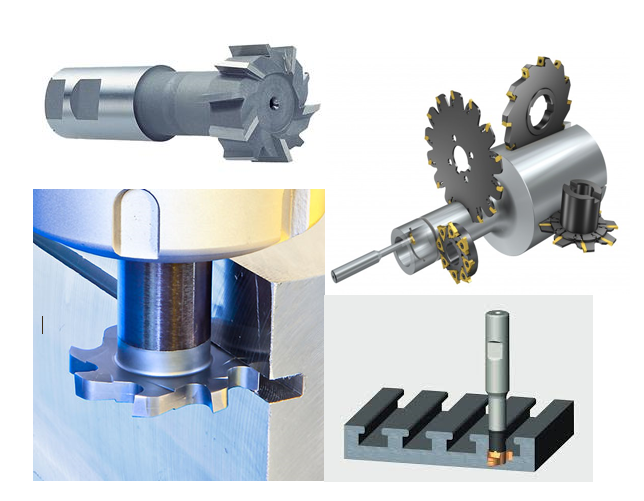
| Le rainurage est typiquement utilisé afin de créer des profils profonds et étroits. L’outil se déplace vers l’axe de rotation de la pièce pour retirer de la matière. Dans certains cas, il est aussi possible d’utiliser un outil à rainurer afin de retirer de la matière avec des déplacements axiaux. ATTENTION: Ce ne sont pas tous les outils à rainurer qui permettent une telle utilisation. Vérifier avant afin de ne pas endommager l’outil! Lorsqu’on couper la pièce à une certaine longueur, un outil à rainurer sera aussi utilisé. En revanche, on parlera alors de tronçonnage plutôt que de rainurage. Conseil d’expérience, il est fortement recommandé de réduire la vitesse de rotation de la pièce avant de retirer les derniers millimètres la rattachant au reste du matériel. Cela évitera qu’elle ne s’envole et s’abîme! |
Alésage | 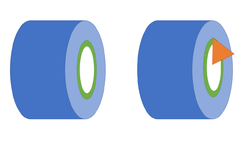 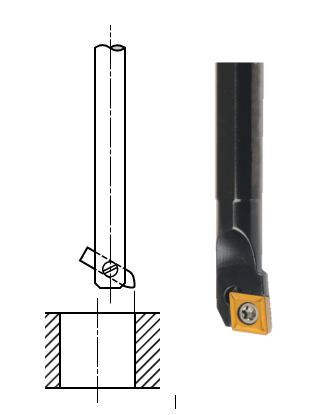 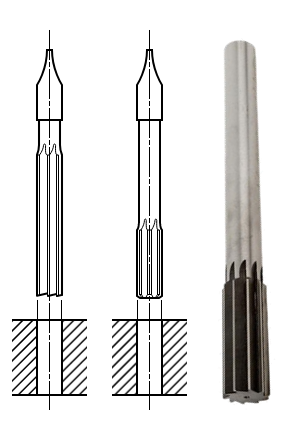 | L’alésage est une opération très similaire au chariotage, mais celle-ci s’effectue à l’intérieur de la pièce. L’outil requis afin d’effectuer cette opération est donc très différent! On parlera alors d’une barre à aléser puisque l’outil est très long et en porte-à-faux. Pour cette raison, la profondeur de coupe effectuée est relativement faible puisque l’outil est long et donc sujet à une déflexion et des vibrations. Il est aussi possible d’aléser sur une fraiseuse à l’aide d’un alésoir ou d’une tête à aléser. |
Chanfrein | 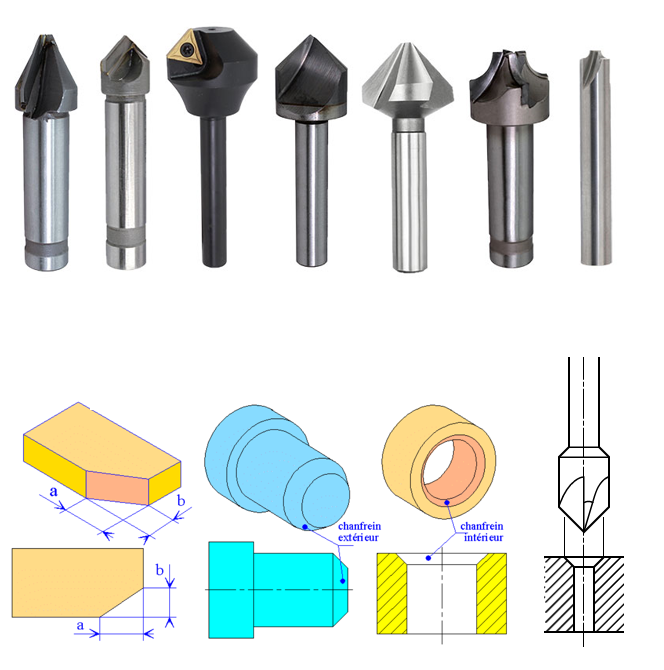 | Un chanfrein est une petite surface oblique utilisée pour joindre ou relier deux autres surfaces. Un chanfrein peut être extérieur ou intérieur, et dépend de deux paramètres a et b (ou une longueur plus un angle) et permet notamment de supprimer une arête vive. |
Filetage | 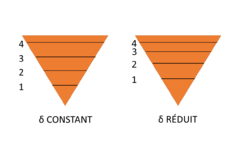   | Tous les filets ne sont pas créés égaux! Il est d’une importance capitale de connaître la géométrie des filets que vous souhaitez usiner (UNC, ACME, NPT, etc.). De plus, lors de la programmation, garder en tête que plus la pastille se rapproche de la profondeur finale, plus l’engagement de l’outil augmentera. La figure illustre ce concept. Cela aura pour effet d’augmenter la friction sur l’outil résultant en de plus grands efforts de coupe et plus de chaleur. Attention à ne pas briser cette fragile pointe! Plutôt que d’augmenter le nombre de passages de l’outil, il est recommandé de:
Vous un article intéressant discutant de ce sujet sur Modern Machine Shop |