
Deux découpes laser sont disponibles au polyfab, vous devez en premier vous faire former sur la découpe laser speedy 300, avant d’obtenir la certification laser fibre pour utiliser la speedy 400.
Une formation est également disponible pour utiliser le 4eaxe dans la Speedy 300.
- Découpe laser CO2 (Speedy 300) => ci-dessous
- Découpe laser à fibre (Speedy 400)
- Découpe laser avec 4ème axe
Voici le contenu de formation de la machine Speedy 300 ( laser CO2) :
Pour pouvoir utiliser la découpe laser à Polyfab, vous devez obtenir la certification. Pour vous préparer, vous devez visionner les tutoriels vidéos et lire les consignes d’utilisation et de sécurité.
Ensuite, vous devez réserver sur la plateforme polysafe une plage horaire pour la formation que vous suivrez sur place avec un animateur. Lors de cette formation, l’animateur vous accompagne à faire une première découpe et gravure, répond à vos questions et valide avec vous que vous êtes en mesure d’utiliser l’équipement adéquatement et en toute sécurité. Cette formation est individuelle.
L’animateur demeure disponible pour répondre à vos questions et vous aider. N’hésitez jamais à lui demander conseil.

Valider son besoin
- L’usage de la découpe laser se résume à des découpes traversantes, du marquage par etching et de la gravure
- La découpe laser permet des lignes de coupe verticales à travers les matériaux. Elle n’est pas pratique pour réaliser des encoches ou encore des gorges dans les matériaux, pour ce faire on se tournera plutôt vers la Roland.
- La distance focale maximale (4 pouces) permet des coupes traversantes pour des matériaux d’au plus 3/4 pouce d’épaisseur (peut varier légèrement selon le matériau).
Tutoriels vidéos
Les tutoriels vidéos (6) sont disponibles sur notre chaîne YouTube PolyFab Normand Brais formation (playlist ‘Découpe laser – Trotec, Speedy300‘) :
#1 • Introduction
#2 • Utilisation du logiciel Inkscape
#3 • Utilisation du logiciel Job Control
#4 • Réglage de la découpe avant et après l'impression
#5 • Sécurité
Règles d'utilisation
Les lentilles et les matériaux
On obtient des résultats optimaux de gravure ou de découpe au laser en utilisant différentes lentilles, comme on emploie différents objectifs sur un appareil photo pour les prises de vue en grand angle ou en petit angle. Les lentilles se différencient par leur distance focale respective.
La distance focale est la distance de la lentille au foyer (indiquée en pouces), soit le foyer est là où le faisceau atteint son plus petit diamètre (devant et derrière le foyer, le faisceau s’élargit de nouveau). Un petit diamètre de faisceau signifie une densité de puissance élevée (intensité) et une résolution maximale.
Par exemple, une distance focale de 2 pouces signifie que la densité maximale est atteinte lorsque la surface de la pièce à travailler est positionnée à 2 pouces en-dessous de la lentille.
Trois lentilles sont disponibles au Polyfab, respectivement à des distances focales de 1.5, 2 et 4 pouces. Choisir la lentille qui sera employée dépend de nombreux facteurs, entre autres, la puissance du laser, le type de matière, les détails et la résolution du graphique (dpi), l’épaisseur du matériau.
Comme règles d’or on considérera que :
- pour la gravure : Plus le degré de détail du graphique est élevé, plus la longueur focale choisie devrait être courte.
- pour la découpe : Plus le matériau est épais, plus la longueur focale choisie devrait être grande.
| Lentille | Gravure | Découpe |
| 1.5 po | Graphiques avec détails fins, résolution > 500 dpi | Faible puissance de laser. Matériaux fins (par ex. papier), acrylique < 6 mm, bois de dureté moyenne < 8 mm. |
| 2 po | Graphiques avec détails et résolution moyens (résolution 500 dpi ; avec netteté réduite jusqu’à une résolution de 100 dpi), gravures standards | Puissance de laser moyenne, acrylique < 8 mm, bois de dureté moyenne < 12 mm |
| 4 po | Gravure au feu du bois, gravure avec peu de détails à puissances de laser élevées | Mousse caoutchouc |
Nettoyage
La lentille et le miroir de l’appareil sont des objets fragiles et leur état est critique pour l’utilisation du laser. Il est exigé de vérifier la lentille et le miroir avant et après chaque utilisation. Le nettoyage est obligatoire après chaque utilisation. Pour ces étapes de nettoyage, vous devez travailler au-dessus de la table de travail et de l’espace prévu à cette fin pour réduire les risques d’échapper ces pièces au sol et de les briser.
Pour retirer le miroir, vous devez dévisser délicatement les deux vis à la main. (Attention de ne pas toucher aux deux vis hexagonales qui ne sont pas dévissables à la main.) Une fois retirer, vérifiez si le miroir est sale. Si oui, le miroir doit être lavé. Pour retirer la lentille, vous devez dévisser la vis rouge fixée à la tête de la lentille. Une fois retirer, vérifiez si la lentille est sale (présence de particules, buée, etc.). Si oui, la lentille doit être lavée.
Pour nettoyer ces pièces, utilisez un tissu optique Kimtech et la solution liquide nettoyante Lens Clens. Ces deux produits sont rangés dans un tiroir du classeur à proximité de l’appareil. Une à deux gouttes sont suffisantes pour laver le miroir et la lentille. Vous devez incliner la lentille et le miroir afin de répartir adéquatement la solution sur la totalité de la surface, puis utilisez un tissu optique propre pour sécher les surfaces.
Il est important de laver les deux côtés de la lentille. (Attention de ne faut pas toucher au miroir ou à la lentille avec les doigts.)Les tissus optiques sont à usage unique. Pour remettre le miroir en place, il est très important d’aligner les chanfreins, puis revisser. Pour replacer la lentille, positionnez les rainures vers le haut et alignez les chanfreins, puis serrez la vis.
Préparer son fichier sur Inkscape:
Une multitude de tutoriels sont disponibles sur YouTube pour vous familiariser avec logiciel Inkscape. Des tutoriels vidéos ont été préparé par l’équipe du PolyFab pour vous initier à quelques fonctions du logiciel. Quelques rappels:
Couleurs
- Votre fichier ne peut contenir que les 16 couleurs primaires pures (0 ou 255 en notation rgb).
- À PolyFab, il a été établi comme standard d’utiliser les lignes en rouge comme étant les lignes de coupe. Chaque couleur permet d’associer un type de paramètre à un type de ligne et toutes les tâches seront effectuées avant de passer à la prochaine couleur.
Ordre des tâches
Le laser effectue toujours les opérations de gravure avant d’effectuer les opérations de découpe.Toutefois, pour deux opérations similaires, l’ordre est déterminé par l’ordre de la liste des couleurs dans le logiciel JobControl. Par exemple, en vous référant à la figure 1, pour la découpe de plusieurs anneaux: l’anneau noir sera coupé avant l’anneau rouge dû à l’ordre des couleurs dans JobControl (voir la liste des couleurs lors de votre formation.). Le carré jaune sera gravé avant les opérations de découpe.
Plaque déformée
Advenant le cas où votre matériau est déformé par rapport au plateau en nid d’abeille, une pièce une fois coupée peut être déplacée dans sa chute sur le plateau. Il est recommandé d’effectuer la découpe des plus petites pièces d’abord pour favoriser la précision de votre travail.
Ligne de découpe et gravure
L’opacité de vos couleurs doit être de 100% et les lignes de découpe doivent avoir une épaisseur comprise entre 0,01 et 0,02mm pour être vues par le logiciel JobControl. N.B. À cette dimension, il est difficile devoir les lignes sur votre document et d’apporter des modifications à votre fichier. Dans le cas d’une gravure, vous pouvez utiliser toutes les couleurs existantes, elles seront traduites en un dégradé de noir et blanc.
Format pdf
Il est recommandé d’arriver avec une version finale enregistrée en .pdf. Ceci vous permettra de voir si vos lignes de coupes (avec les bons paramètres) sont vectorisées.
Réglage et paramètres:
- Paramètres de base : Il est recommandé d’utiliser les paramètres proposés par Trotec et de discuter avec le responsable de PolyFab si vous désirez utiliser d’autres paramètres. Pour un travail émettant beaucoup de fumée, il est important de prévoir des pauses pour permettre aux particules d’être évacuées.
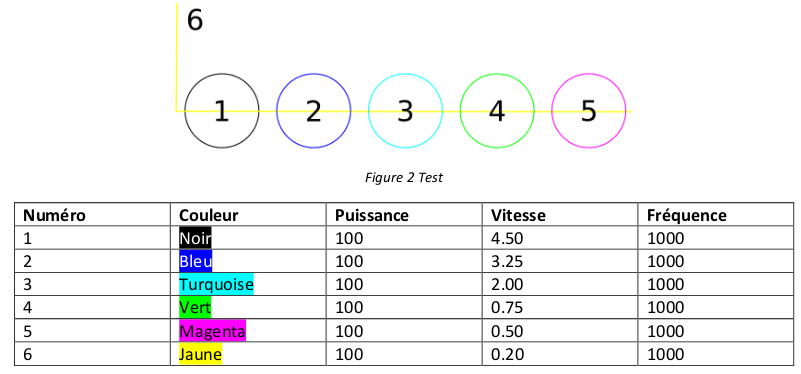
- Autres paramètres: Si les paramètres proposés par Trotec ne répondent pas aux besoins de votre projet, nous vous suggérons d’effectuer un test avant de lancer le travail. Ce test vous aidera à déterminer les paramètres optimaux. Ce test est présenté à la figure 2. Pour les besoins de l’exemple, nous utiliserons une plaque d’acrylique extrudée d’un demi (1/2) pouce.
Nettoyage
Rappels :
1) L’option air assist doit toujours être activée.
2) L’acrylique a la particularité de fondre et fusionner sur lui-même. Ceci peut rendre difficile la découpe des plaques ayant une épaisseur supérieure à 1/4 pouce.
Politique d'utilisation à Polyfab
- Pendant les opérations de gravure ou de découpe, l’équipement ne doit jamais être laissé sans surveillance. Vous devez rester à proximité de l’équipement pour être en mesure d’intervenir au besoin.
- Les produits chloré sont interdits.
- L’état de la lentille et du miroir doit être vérifiée avant chaque utilisation. Tout bris doit être rapporté à un animateur. Il s’agit d’un système no-fault. Il ne s’agit pas de chercher des coupables, mais plutôt d’améliorer les procédures pour éviter des bris dans le futur.
- Il est recommandé d’utiliser des matériaux standards et d’utiliser les paramètres suggérer par Trotec dans JobControl ou les gabarits préparés par les animateurs de PolyFab pour choisir ses paramètres.
- Attention aux combinaisons de matériaux ou aux matériaux hétérogènes. En cas de doute, demander l’aide d’un animateur de PolyFab.
- Il est obligatoire de nettoyer le miroir et la lentille après chaque utilisation.
- Vous devez apporter vos propres matériaux pour réaliser vos projets. Il est possible d’utiliser les retailles des autres membres pour réaliser des petits projets.
- Il est interdit de faire l’entreposage de vos matériaux dans le local. Tout ce qui reste dans le local suite à votre départ devient bien commun.
Conseils santé sécurité
Il est important de suivre ces consignes à des fins de sécurité:
- Toujours se renseigner auprès de l’animateur avant d’utiliser un nouveau matériau. Le site de Trotec demeure une bonne référence en cas de doute.
- Toujours demeurer attentif et à proximité de l’appareil pendant qu’il est en fonction pour être en mesure de l’arrêter au besoin (commande d’arrêt à droite de l’équipement ou sur le panneau de contrôle du logiciel à l’ordinateur. Pour information, le panneau protecteur à l’avant est muni d’un interrupteur d’arrêt automatique.
- En cas d’apparition de flammes persistantes, suivre cette procédure :
a. Arrêter la découpe/gravure
b. Si les flammes persistent, utilisation de la couverture ignifuge puis utilisation de l’extincteur CO2 si le feu ne s’éteint pas.
c. Ne pas relancer la même tâche. - Toujours activer la fonction air assist. Cette fonction permet que l’air soit soufflé dans la tête de la découpe et ainsi, permet d’évacuer les fumées qui pourraient se concentrer autour de la lentille.
- Toujours vous assurer que l’appareil d’aspiration reliée à la machine est allumé pour assurer l’évacuation des fumées dans la découpe. Disposez adéquatement des aimants.
Conseils des animateurs
- Pour les matériaux sensibles à la chaleur (comme les stratifiés), il est recommandé d’utiliser une lentille de 4 pouces . Avec cette lentille, la distance focale est maximale et l’énergie du laser est répartie sur une plus grande surface, diminuant la puissance appliquée par surface.
- L’emploi d’une lentille avec une plus grande distance focale est aussi un avantage lorque l’on coupe un matériau épais. Le diamètre de foyer plus grand permet de graver des lignes pleines à plus grande distance et plus rapidement.
- Si vous désirez graver des images (photographie, portrait) avec des détails, il est suggéré de la traiter d’abord. Cela peut être en augmentant le contraste, en élargissant le spectre de son hisogramme de manière à avoir une plus large gamme de ton de gris, etc. La qualité de la gravure sera considérablement augmentée. Dans ce cas utilisez une image en greyscale.
- Si vous voulez un maximum de contrôle sur votre gravure, utilisez une image en couleur. Cela permet de sélectionner les paramètre de la découpe laser (puissance, vitesse de découpe) pour chacune des couleurs de l’image.
Problème d’échelle entre illustrator et Inkscape
Les fichiers svg sont sauvegardés avec des unités en px, cependant inkscape et illustrator n’utilisent pas les même facteur de conversion px /mm
- Pour illustrator 72dpi : 72 px = 1 in = 25.4 mm
- Pour inkscape : 90dpi : 90 px = 1 in = 25.4 mm
Donc, si vous importez un tracé depuis Illustrator vers Inkscape (export .svg) et que vous remarquez une différence d’échelle dans Inkscape : tout sélectionner (Ctrl+A), grouper (Ctrl+G). Dans le menu objet : sélectionnez transformer (Ctrl+Maj+M), une fenêtre apparaît, sélectionner l’onglet mise a l’échelle à 125%, et voila votre dessin devrait avoir les bonnes dimensions !